د تولید او لوړ پای بدلون په توګه، د پاکې انرژۍ او سیمیکمډکټر او فوتوولټیک صنعت پراختیا په برخه کې چټک پرمختګ، د الماس وسیلو د لوړ موثریت او لوړ دقیق پروسس کولو وړتیا سره د مخ په زیاتیدونکي تقاضا سره، مګر د مصنوعي الماس پوډر د خورا مهم خام موادو په توګه، د الماس کاونټي او د میټریکس ساتلو ځواک قوي نه دی اسانه د کاربایډ وسیلې ژوند اوږد نه دی. د دې ستونزو د حل لپاره، صنعت عموما د فلزي موادو سره د الماس پوډر سطحې پوښښ غوره کوي، ترڅو د هغې سطحې ځانګړتیاوې ښه کړي، پایښت لوړ کړي، ترڅو د وسیلې عمومي کیفیت ښه کړي.
د الماس پوډر سطحې کوټ کولو طریقه ډیره ده، پشمول د کیمیاوي پلیټینګ، الیکټروپلیټینګ، میګنیټرون سپټرینګ پلیټینګ، ویکیوم تبخیر پلیټینګ، ګرم برسټ عکس العمل، او داسې نور، پشمول د کیمیاوي پلیټینګ او د بالغ پروسې سره پلیټینګ، یونیفورم کوټینګ، کولی شي په سمه توګه د کوټینګ جوړښت او ضخامت کنټرول کړي، د دودیز کوټینګ ګټې، د صنعت دوه ترټولو عام کارول شوي ټیکنالوژي ګرځیدلې.
۱. کیمیاوي پلیټینګ
د الماس پوډر کیمیاوي پوښ دا دی چې درملنه شوي الماس پوډر د کیمیاوي پوښ محلول کې واچول شي، او د کیمیاوي پوښ محلول کې د کمولو اجنټ د عمل له لارې د فلزي آیونونه د کوټ محلول کې زیرمه کړي، چې یو ګڼ فلزي پوښ جوړوي. په اوس وخت کې، د الماس کیمیاوي پلیټینګ ترټولو پراخه کارول کیږي کیمیاوي نکل پلیټینګ - فاسفورس (Ni-P) بائنری مصر دی چې معمولا کیمیاوي نکل پلیټینګ بلل کیږي.
01 د کیمیاوي نکل پلیټینګ محلول ترکیب
د کیمیاوي پلیټینګ محلول ترکیب د هغې د کیمیاوي تعامل په اسانه پرمختګ، ثبات او د پوښ کیفیت باندې پریکړه کونکی اغیزه لري. دا معمولا اصلي مالګه، کمولو اجنټ، پیچلی کوونکی، بفر، سټیبلائزر، سرعت کوونکی، سرفیکټینټ او نور اجزا لري. د هرې برخې تناسب باید په احتیاط سره تنظیم شي ترڅو د پوښ غوره اغیز ترلاسه شي.
۱، اصلي مالګه: معمولا نکل سلفیټ، نکل کلورایډ، نکل امینو سلفونیک اسید، نکل کاربونیټ، او داسې نور، اصلي رول یې د نکل سرچینه چمتو کول دي.
۲. کموونکی اجنټ: دا په عمده توګه اټومي هایدروجن چمتو کوي، د پلیټینګ محلول کې Ni2 + په Ni کې کموي او د الماس ذراتو په سطحه یې زیرمه کوي، کوم چې د پلیټینګ محلول کې ترټولو مهم جز دی. په صنعت کې، د سوډیم ثانوي فاسفیټ د قوي کمولو وړتیا، ټیټ لګښت او ښه پلیټینګ ثبات سره په عمده توګه د کمولو اجنټ په توګه کارول کیږي. د کمولو سیسټم کولی شي په ټیټ حرارت او لوړ حرارت کې کیمیاوي پلیټینګ ترلاسه کړي.
۳، پیچلي اجنټ: د کوټینګ محلول کولی شي باران وریږي، د کوټینګ محلول ثبات لوړوي، د پلیټینګ محلول د خدمت ژوند اوږدوي، د نکل د زیرمه کولو سرعت ښه کوي، د کوټینګ طبقې کیفیت ښه کوي، عموما د سوسینین اسید، سیټریک اسید، لیکټیک اسید او نور عضوي اسیدونه او د هغوی مالګې کاروي.
۴. نورې برخې: سټیبلائزر کولی شي د پلیټینګ محلول د تخریب مخه ونیسي، مګر ځکه چې دا به د کیمیاوي پلیټینګ تعامل په پیښو اغیزه وکړي، نو د اعتدال کارولو ته اړتیا لري؛ بفر کولی شي د کیمیاوي نکل پلیټینګ تعامل په جریان کې H + تولید کړي ترڅو د pH دوامداره ثبات ډاډمن کړي؛ سرفیکټینټ کولی شي د کوټینګ پورسیت کم کړي.
02 د کیمیاوي نکل پلیټ کولو پروسه
د سوډیم هایپوفاسفیټ سیسټم کیمیاوي پلیټینګ ته اړتیا ده چې میټریکس باید یو څه کتلاټیک فعالیت ولري، او د الماس سطح پخپله د کتلاټیک فعالیت مرکز نلري، نو دا باید د الماس پوډر کیمیاوي پلیټینګ دمخه مخکې درملنه شي. د کیمیاوي پلیټینګ دودیز پری درملنې میتود د تیلو لرې کول، خړ کول، حساس کول او فعالول دي.
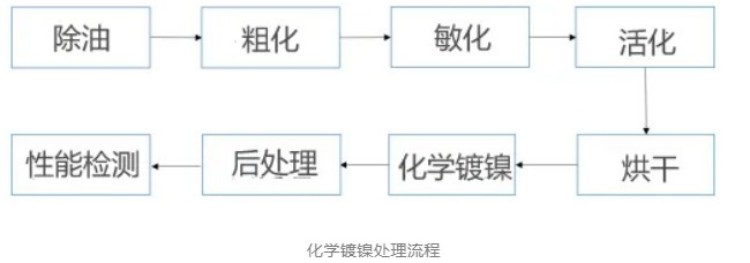
(۱) د تیلو لرې کول، خړوبول: د تیلو لرې کول په عمده توګه د الماس پوډر په سطحه د تیلو، داغونو او نورو عضوي ککړونکو لرې کول دي، ترڅو د راتلونکي پوښ نږدې فټ او ښه فعالیت ډاډمن شي. خړوبول کولی شي د الماس په سطحه ځینې کوچنۍ کندې او درزونه رامینځته کړي، د الماس د سطحې خړوبول زیات کړي، کوم چې نه یوازې په دې ځای کې د فلزي ایونونو جذبولو لپاره مناسب دی، د کیمیاوي پلیټینګ او الکتروپلیټینګ وروسته اسانه کوي، بلکې د الماس په سطحه ګامونه هم جوړوي، د کیمیاوي پلیټینګ یا الکتروپلیټینګ فلزي زیرمو طبقې ودې لپاره مناسب شرایط چمتو کوي.
معمولا، د تیلو د لرې کولو مرحله معمولا د تیلو د لرې کولو محلول په توګه NaOH او نور الکلین محلول اخلي، او د خړوبولو مرحلې لپاره، نایټریک اسید او نور تیزابي محلول د خام کیمیاوي محلول په توګه د الماس سطحه د نقاشۍ لپاره کارول کیږي. برسېره پردې، دا دوه لینکونه باید د الټراسونیک پاکولو ماشین سره وکارول شي، کوم چې د الماس پوډر د تیلو د لرې کولو او خړوبولو موثریت ښه کولو لپاره مناسب دی، د تیلو د لرې کولو او خړوبولو پروسې کې وخت خوندي کوي، او د تیلو د لرې کولو او خړوبولو اغیز ډاډمن کوي،
(۲) حساس کول او فعالول: د حساس کولو او فعالولو پروسه د کیمیاوي پلیټینګ په ټوله پروسه کې ترټولو مهمه مرحله ده، کوم چې مستقیم د دې سره تړاو لري چې ایا کیمیاوي پلیټینګ ترسره کیدی شي. حساس کول د الماس پوډر په سطحه په اسانۍ سره اکسیډیز شوي مادې جذب کول دي کوم چې اتوماتیک کتلټیک وړتیا نلري. فعالول د هایپو فاسفوریک اسید او کتلټیک فعال فلزي ایونونو (لکه فلزي پیلاډیم) اکسیډیشن جذب کول دي چې د نکل ذراتو کمولو باندې، ترڅو د الماس پوډر په سطحه د کوټینګ د جمع کولو کچه ګړندۍ کړي.
په عمومي ډول، د حساس کولو او فعالولو درملنې وخت ډیر لنډ دی، د الماس سطحې فلزي پیلاډیم نقطه جوړښت لږ دی، د پوښ جذب کول کافي ندي، د پوښ طبقه په اسانۍ سره راټیټیږي یا د بشپړ پوښ جوړول ستونزمن دي، او د درملنې وخت ډیر اوږد دی، د پیلاډیم نقطې نقطې ضایع کیدو لامل کیږي، له همدې امله، د حساس کولو او فعالولو درملنې لپاره غوره وخت 20 ~ 30 دقیقې دی.
(۳) کیمیاوي نکل پلیټینګ: د کیمیاوي نکل پلیټینګ پروسه نه یوازې د کوټینګ محلول د جوړښت لخوا اغیزمن کیږي، بلکې د کوټینګ محلول د تودوخې او PH ارزښت لخوا هم اغیزمن کیږي. دودیز لوړ تودوخې کیمیاوي نکل پلیټینګ، عمومي تودوخه به په 80 ~ 85 ℃ کې وي، د 85 ℃ څخه ډیر د پلیټینګ محلول د تخریب لامل کیږي، او د 85 ℃ څخه ټیټ تودوخې کې، د عکس العمل کچه ګړندۍ وي. د PH ارزښت په اړه، لکه څنګه چې pH زیاتوالی د کوټینګ جمع کولو کچه به لوړه شي، مګر pH به د نکل مالګې د رسوب جوړښت د کیمیاوي تعامل کچه هم منع کړي، نو د کیمیاوي نکل پلیټینګ په پروسه کې د کیمیاوي پلیټینګ محلول جوړښت او تناسب، د کیمیاوي پلیټینګ پروسې شرایطو غوره کولو سره، د کیمیاوي کوټینګ جمع کولو کچه، د کوټینګ کثافت، د کوټینګ د زنګون مقاومت، د کوټینګ کثافت میتود، د کوټینګ الماس پوډر کنټرول کړئ ترڅو د صنعتي پراختیا غوښتنې پوره کړي.
برسېره پردې، یو واحد کوټینګ ممکن د کوټینګ مثالی ضخامت ترلاسه نکړي، او ممکن بلبلونه، پن هولونه او نور نیمګړتیاوې شتون ولري، نو د کوټینګ کیفیت ښه کولو او د لیپت شوي الماس پوډر خپریدو زیاتولو لپاره ډیری کوټینګ اخیستل کیدی شي.
۲. الکترو نکلینګ
د الماس کیمیاوي نکل پلیټینګ وروسته د کوټینګ پرت کې د فاسفورس شتون له امله، دا د ضعیف بریښنایی چالکتیا لامل کیږي، کوم چې د الماس وسیلې د شګو بارولو پروسه اغیزه کوي (د میټریکس سطحې باندې د الماس ذراتو د فکس کولو پروسه)، نو د فاسفورس پرته د پلیټینګ پرت د نکل پلیټینګ په لاره کې کارول کیدی شي. ځانګړی عملیات دا دي چې د الماس پوډر د کوټینګ محلول کې واچول شي چې نکل آیونونه لري، د الماس ذرات د بریښنا منفي الکترود سره په کیتوډ کې اړیکه نیسي، د نکل فلزي بلاک د پلیټینګ محلول کې ډوب شوی او د بریښنا مثبت الکترود سره وصل شوی ترڅو انود شي، د الکترولیټیک عمل له لارې، د کوټینګ محلول کې وړیا نکل آیونونه د الماس سطحې په اتومونو کې راټیټیږي، او اتومونه په کوټینګ کې وده کوي.

01 د پلیټینګ محلول ترکیب
د کیمیاوي پلیټینګ محلول په څیر، د الیکټروپلیټینګ محلول په عمده توګه د الیکټروپلیټینګ پروسې لپاره اړین فلزي ایونونه چمتو کوي، او د اړین فلزي پوښښ ترلاسه کولو لپاره د نکل د زیرمه کولو پروسه کنټرولوي. د هغې اصلي برخې اصلي مالګه، انود فعال اجنټ، بفر اجنټ، اضافه کونکي او داسې نور شامل دي.
(۱) اصلي مالګه: په عمده توګه د نکل سلفیټ، نکل امینو سلفونیټ، او داسې نورو څخه کار اخیستل کیږي. عموما، د اصلي مالګې غلظت لوړ وي، د پلیټینګ محلول کې خپریدل ګړندي وي، د اوسني موثریت لوړ وي، د فلزي زیرمو کچه لوړه وي، مګر د پوښ دانې به غټې شي، او د اصلي مالګې غلظت کم شي، د پوښ خراب چالکتیا، او کنټرول یې ستونزمن وي.
(۲) د انود فعال اجنټ: ځکه چې انود د فعالولو لپاره اسانه دی، د چلولو لپاره اسانه دی، د اوسني ویش یووالي اغیزه کوي، نو اړینه ده چې د انود فعالولو ته وده ورکولو لپاره د انود فعالونکي په توګه نکل کلورایډ، سوډیم کلورایډ او نور اجنټان اضافه کړئ، د انود فعالولو ته وده ورکړئ، د انود فعالولو اوسنی کثافت ښه کړئ.
(۳) بفر ایجنټ: د کیمیاوي پلیټینګ محلول په څیر، بفر ایجنټ کولی شي د پلیټینګ محلول او کیتوډ pH نسبي ثبات وساتي، ترڅو دا د الیکټروپلیټینګ پروسې د منلو وړ حد کې بدلون ومومي. عام بفر ایجنټ بوریک اسید، اسټیک اسید، سوډیم بای کاربونیټ او داسې نور لري.
(۴) نور اضافه کونکي: د پوښ د اړتیاو سره سم، د پوښ کیفیت ښه کولو لپاره په سمه اندازه روښانه اجنټ، د سطحې کولو اجنټ، د لوند کولو اجنټ او متفرقه اجنټ او نور اضافه کونکي اضافه کړئ.
02 د الماس الیکټروپلیټ شوي نکل جریان
۱. د پلیټ کولو دمخه پری درملنه: الماس اکثرا چلونکی نه وي، او اړتیا لري چې د نورو کوټینګ پروسو له لارې د فلزي طبقې سره پلیټ شي. د کیمیاوي پلیټ کولو طریقه ډیری وختونه د فلزي طبقې د پری پلیټ کولو او ضخامت کولو لپاره کارول کیږي، نو د کیمیاوي کوټینګ کیفیت به تر یوې اندازې پورې د پلیټینګ طبقې کیفیت اغیزمن کړي. په عمومي ډول، د کیمیاوي پلیټ کولو وروسته په کوټینګ کې د فاسفورس مینځپانګه د کوټینګ کیفیت باندې ډیره اغیزه لري، او د لوړ فاسفورس کوټینګ په تیزابي چاپیریال کې نسبتا ښه د زنګ مقاومت لري، د کوټینګ سطح ډیر تومور بلج لري، د سطحې لوی ناهموارۍ او هیڅ مقناطیسي ملکیت نلري؛ د منځنۍ فاسفورس کوټینګ د زنګ مقاومت او د اغوستلو مقاومت دواړه لري؛ د ټیټ فاسفورس کوټینګ نسبتا ښه چالکتیا لري.
برسېره پردې، د الماس پوډر د ذراتو اندازه کوچنۍ وي، د سطحې ځانګړې ساحه لویه وي، کله چې پوښل کیږي، د پلیټینګ محلول کې د تیرولو لپاره اسانه وي، لیک، پلیټینګ، د کوټینګ د نرمې طبقې پدیده به تولید کړي، د پلیټ کولو دمخه، د P مینځپانګې او د کوټینګ کیفیت کنټرولولو ته اړتیا لري، ترڅو د الماس پوډر چالکتیا او کثافت کنټرول کړي ترڅو پوډر ښه کړي چې په اسانۍ سره تیریږي.
۲، نکل پلیټینګ: اوس مهال، د الماس پوډر پلیټینګ اکثرا د رولینګ کوټینګ طریقه غوره کوي، دا ده چې په بوتل کې د الکتروپلیټینګ محلول سمه اندازه اضافه کیږي، د مصنوعي الماس پوډر یو ټاکلی مقدار د الکتروپلیټینګ محلول ته، د بوتل د څرخولو له لارې، په بوتل کې د الماس پوډر رول کولو لپاره وګرځوئ. په ورته وخت کې، مثبت الکترود د نکل بلاک سره وصل دی، او منفي الکترود د مصنوعي الماس پوډر سره وصل دی. د بریښنایی ساحې د عمل لاندې، د پلیټینګ محلول کې آزاد نکل ایونونه د مصنوعي الماس پوډر په سطحه فلزي نکل جوړوي. په هرصورت، دا طریقه د ټیټ کوټینګ موثریت او غیر مساوي کوټینګ ستونزې لري، نو د څرخیدونکي الکترود میتود رامینځته شو.
د څرخیدونکي الکترود طریقه د الماس پوډر پلیټینګ کې کیتوډ ګرځول دي. دا طریقه کولی شي د الکترود او الماس ذراتو ترمنځ د تماس ساحه زیاته کړي، د ذراتو ترمنځ یونیفورم چلونکي زیات کړي، د کوټینګ غیر مساوي پدیده ښه کړي، او د الماس نکل پلیټینګ تولید موثریت ښه کړي.
لنډ لنډیز
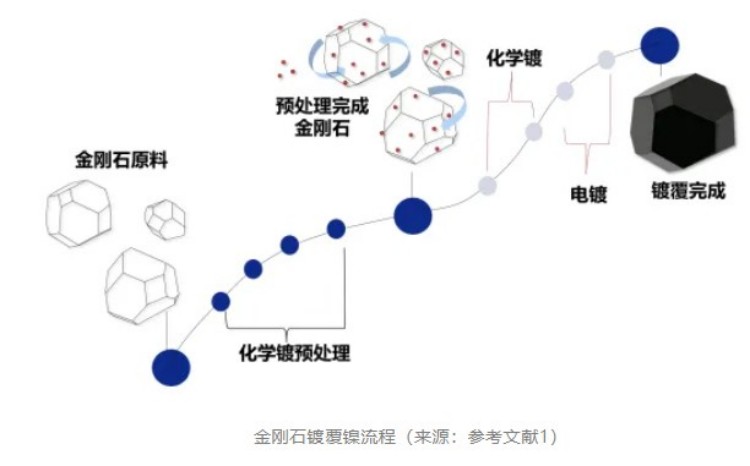
د الماس وسیلو د اصلي خامو موادو په توګه، د الماس مایکرو پاوډر سطحې تعدیل د میټریکس کنټرول ځواک لوړولو او د وسیلو د خدمت ژوند ښه کولو لپاره یوه مهمه وسیله ده. د الماس وسیلو د شګو بارولو کچه ښه کولو لپاره، د نکل او فاسفورس یوه طبقه معمولا د الماس مایکرو پاوډر په سطحه پلیټ کیدی شي ترڅو یو ټاکلی چالکتیا ولري، او بیا د نکل پلیټ کولو په واسطه د پلیټ کولو طبقه ضخامت کړي، او چالکتیا لوړه کړي. په هرصورت، دا باید په پام کې ونیول شي چې د الماس سطح پخپله کتلټیک فعال مرکز نلري، نو دا باید د کیمیاوي پلیټ کولو دمخه مخکې درملنه وشي.
د حوالې اسناد:
لیو هان. د مصنوعي الماس مایکرو پوډر [D] د سطحې پوښښ ټیکنالوژۍ او کیفیت په اړه مطالعه. د ژونګ یوان ټیکنالوژۍ انسټیټیوټ.
یانګ بایو، یانګ جون، او یوان ګوانګ شینګ. د الماس سطحې پوښښ [J] د مخکې درملنې پروسې په اړه مطالعه. د فضا فضا معیاري کول.
لي جينګوا. د تار آرې لپاره کارول شوي مصنوعي الماس مایکرو پوډر د سطحې تعدیل او پلي کولو په اړه څیړنه [D]. د ژونګ یوان ټیکنالوژۍ انسټیټیوټ.
فانګ لیلي، ژینګ لیان، وو یانفی، او نور. د مصنوعي الماس سطحې کیمیاوي نکل پلیټینګ پروسه [J]. د IOL ژورنال.
دا مقاله د سوپر هارډ موادو شبکې کې بیا چاپ شوې ده
د پوسټ وخت: مارچ-۱۳-۲۰۲۵




